産品介紹
 友誠管業,以品質求發(fā)展,以口碑做市場
友誠管業,以品質求發(fā)展,以口碑做市場 

 全國(guó)服務熱線
全國(guó)服務熱線
直縫焊管
給排水管道(dào)工程
焊接連接
鋼闆焊接卷制鋼管我公司生産大口徑有縫壓力鋼管及工程中的鋼樁和結構用管.可生産φ 400mm ~φ 4000mm ,壁厚 7mm — 125mm ,縱環縫焊接壓力鋼管,産品制造形式爲:以 2 米~ 3 米鋼闆寬度爲基礎,制作成(chéng) 2 米 / 節~ 5米 / 節單節,然後(hòu)再組焊成(chéng)所需的每支長(cháng)度。 用X光或
13191999998
鋼闆焊接卷制鋼管我公司生産大口徑有縫壓力鋼管及工程中的鋼樁和結構用管.可生産φ 400mm ~φ 4000mm ,壁厚 7mm — 125mm ,縱環縫焊接壓力鋼管,産品制造形式爲:以 2 米~ 3 米鋼闆寬度爲基礎,制作成(chéng) 2 米 / 節~ 5米 / 節單節,然後(hòu)再組焊成(chéng)所需的每支長(cháng)度。 用X光或超聲波檢驗焊縫。材質主要有Q345B、Q235B、12Cr1Mov、304L、316L、X70、15CrMoV、20R。産品應用于石化,天然氣,橋梁結構鋼樁,城市給排水,污水及建築管樁和大型設施結構鋼管等建築工程.
大口徑直縫焊管主要生産流程說明:
1. 闆探:用來制造大口徑埋弧焊直縫鋼管的鋼闆進(jìn)入生産線後(hòu),首先進(jìn)行全闆超聲波檢驗;
2. 銑邊:通過(guò)銑邊機對(duì)鋼闆兩(liǎng)邊緣進(jìn)行雙面(miàn)銑削,使之達到要求的闆寬、闆邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進(jìn)行闆邊預彎,使闆邊具有符合要求的曲率;
4. 成(chéng)型:在JCO成(chéng)型機上首先將(jiāng)預彎後(hòu)的鋼闆的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成(chéng)"J"形,再將(jiāng)鋼闆的另一半同樣(yàng)彎曲,壓成(chéng)"C"形,最後(hòu)形成(chéng)開(kāi)口的"O"形
5. 預焊:使成(chéng)型後(hòu)的直縫焊鋼管合縫并采用氣體保護焊(MAG)進(jìn)行連續焊接;
6. 内焊:采用縱列多絲埋弧焊(最多可爲四絲)在直縫鋼管内側進(jìn)行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進(jìn)行焊接;
8. 超聲波檢驗Ⅰ:對(duì)直縫焊鋼管内外焊縫及焊縫兩(liǎng)側母材進(jìn)行100%的檢查;
9. X射線檢查Ⅰ:對(duì)内外焊縫進(jìn)行100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對(duì)埋弧焊直縫鋼管全長(cháng)進(jìn)行擴徑以提高鋼管的尺寸精度,并改善鋼管内應力的分布狀态;
11. 水壓試驗:在水壓試驗機上對(duì)擴徑後(hòu)的鋼管進(jìn)行逐根檢驗以保證鋼管達到标準要求的試驗壓力,該機具有自動記錄和儲存功能(néng);
12. 倒棱:將(jiāng)檢驗合格後(hòu)的鋼管進(jìn)行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進(jìn)行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓後(hòu)可能(néng)産生的缺陷;
14. X射線檢查Ⅱ:對(duì)擴徑和水壓試驗後(hòu)的鋼管進(jìn)行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進(jìn)行此項檢查以發(fā)現管端缺陷;
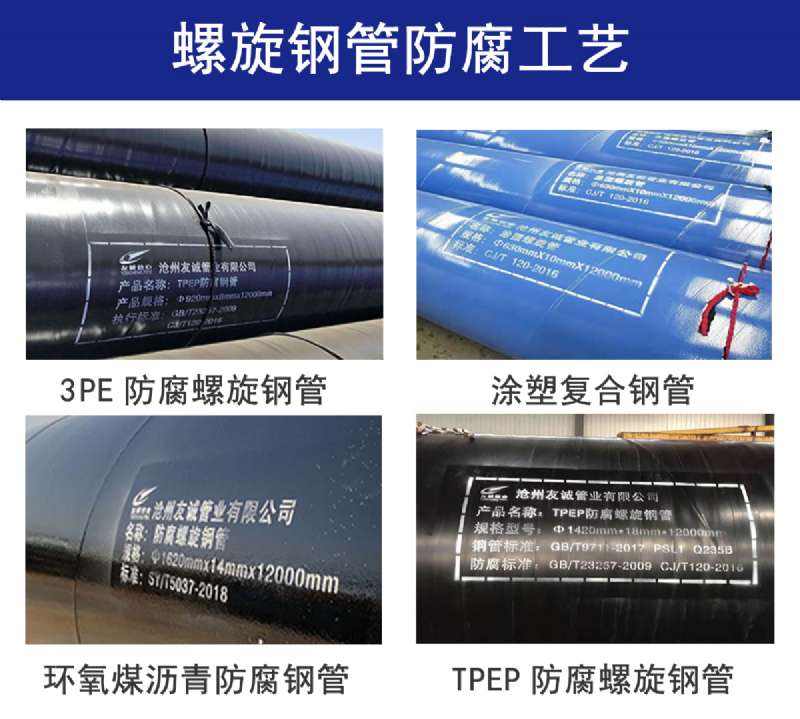
16. 防腐和塗層:合格後(hòu)的鋼管根據用戶要求進(jìn)行防腐和塗層。
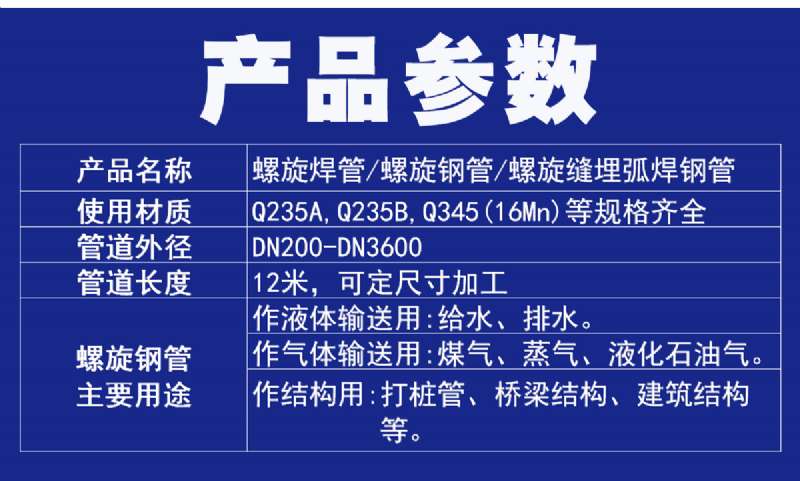
國(guó)内常用材質一般是Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。
其中X42,X46,X56,X80等材質爲API标準材質,不是我國(guó)管材的常用材質。
大口徑直縫焊管主要生産流程說明:
1. 闆探:用來制造大口徑埋弧焊直縫鋼管的鋼闆進(jìn)入生産線後(hòu),首先進(jìn)行全闆超聲波檢驗;
2. 銑邊:通過(guò)銑邊機對(duì)鋼闆兩(liǎng)邊緣進(jìn)行雙面(miàn)銑削,使之達到要求的闆寬、闆邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進(jìn)行闆邊預彎,使闆邊具有符合要求的曲率;
4. 成(chéng)型:在JCO成(chéng)型機上首先將(jiāng)預彎後(hòu)的鋼闆的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成(chéng)"J"形,再將(jiāng)鋼闆的另一半同樣(yàng)彎曲,壓成(chéng)"C"形,最後(hòu)形成(chéng)開(kāi)口的"O"形
5. 預焊:使成(chéng)型後(hòu)的直縫焊鋼管合縫并采用氣體保護焊(MAG)進(jìn)行連續焊接;
6. 内焊:采用縱列多絲埋弧焊(最多可爲四絲)在直縫鋼管内側進(jìn)行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進(jìn)行焊接;
8. 超聲波檢驗Ⅰ:對(duì)直縫焊鋼管内外焊縫及焊縫兩(liǎng)側母材進(jìn)行100%的檢查;
9. X射線檢查Ⅰ:對(duì)内外焊縫進(jìn)行100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對(duì)埋弧焊直縫鋼管全長(cháng)進(jìn)行擴徑以提高鋼管的尺寸精度,并改善鋼管内應力的分布狀态;
11. 水壓試驗:在水壓試驗機上對(duì)擴徑後(hòu)的鋼管進(jìn)行逐根檢驗以保證鋼管達到标準要求的試驗壓力,該機具有自動記錄和儲存功能(néng);
12. 倒棱:將(jiāng)檢驗合格後(hòu)的鋼管進(jìn)行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進(jìn)行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓後(hòu)可能(néng)産生的缺陷;
14. X射線檢查Ⅱ:對(duì)擴徑和水壓試驗後(hòu)的鋼管進(jìn)行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進(jìn)行此項檢查以發(fā)現管端缺陷;
16. 防腐和塗層:合格後(hòu)的鋼管根據用戶要求進(jìn)行防腐和塗層。
國(guó)内常用材質一般是Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。
其中X42,X46,X56,X80等材質爲API标準材質,不是我國(guó)管材的常用材質。
直縫鋼管在國(guó)内主要應用于自來水工程、石化工業、化學(xué)工業、電力工業、農業灌溉、城市建設。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道(dào)路、建築結構用管等。